电子电路是通过反复试制和实验而不断得以完善的。在这个过程中,手动焊接是不可或缺的技术。其技术水平很大程度上影响着成品的质量。
在某些情况下,还可能需要给客户交付手工制作的电路板,或者可能会修改客户提供的电路板。
焊接需要使用相应的工具进行(图1)。在本文中,将为大家介绍一系列推荐用于焊接和返工的工具,其中包括用来熔化焊料的“电烙铁”、接合材料“焊料”及用来切断元器件引线的斜口钳等工具。无论是棒球运动员、书法家还是医生,不同领域的佼佼者都很讲究他们的工具。

(图1)焊接和返工用的工具
7种必备工具
其1:电烙铁
日本产的烙铁头,无论在制造工艺上还是用材上都具有优势。日本电烙铁业界的两家主要厂家是白光(HAKKO品牌)和太洋电机产业(goot品牌)。
电烙铁和烙铁架配套使用会更方便
日用五金店通常会售卖各种类型的电烙铁。正统的电烙铁主要有两种:
1. 镍铬丝加热器型
2. 陶瓷加热器型
陶瓷加热器型比镍铬丝加热器型稍微贵一些。对于新手,推荐使用X-2000E(goot)套装,这是一套包括陶瓷加热器型电烙铁和烙铁架的套装产品。
推荐使用“带温度调节功能的陶瓷型”产品
镍铬丝加热器型无法保持适当的温度。如果预算充足,强烈建议使用带温度调节功能的陶瓷加热器型产品。
如果有温度调节功能,就可以始终在易于焊接的温度下进行焊接作业。即使在需要一边看着图纸一边思考、断断续续地实施焊接作业的时候,也可以毫无压力地重新开始焊接。
具有代表性的产品有FX600(HAKKO)和PX201(goot)。温度最好设置为360℃。我个人更喜欢使用PX-335/PX-338。相比用刻度盘连续调节温度的功能,保持恒定加热温度的功能更重要。
如果拥有两个电烙铁,元器件也没那么可怕
拆除贴片式元器件时,会希望有两个电烙铁。这样就可以将烙铁头放在贴片式元器件的两个焊盘上来加热。
需要一个可防止覆铜图案热量吸收的40W级镍铬丝加热器型电烙铁
在可吸收电烙铁热量面积较大的覆铜图案上焊接或拆除元器件时,如果有一个热容量较大(约40W)的镍铬丝加热器型电烙铁会方便很多。
请始终保持烙铁头处于清洁状态,这样就可以持续使用一年以上。在使用电烙铁的过程中,发热的部分(尤其是烙铁头)会氧化并变黑。
其2:烙铁架和清洁器
虽然便宜的产品也不是不能用,但如果使用热量容易散失的烙铁架,即使是具有温度调节功能的好电烙铁,也无法保持其温度,难得的高性能会被破坏。
镍铬丝型和陶瓷型都有其专用的烙铁架,也都会配有清洁器。
其3:清洁器
清洁器有两种:
1.用水润湿后使用的黄色海绵
2.不用水的钢丝球
我使用的是有重量的海绵型清洁器,可以防止清洁烙铁头时烙铁架移动。需要用水润湿后使用。
其4:斜口钳
斜口钳是将元器件的引线插入电路板后用来切断引线的必备工具。一百日元店里也可以买到。工具制造商生产的“精密斜口钳”可在日用五金店购买。
一把好的斜口钳会有尖锐锋利的钳嘴,易于切割,即使元器件的引线粘在电路板上,也能很好地切断。钳嘴的刃部非常容易卷刃(崩牙),因此请勿用来切割硬的金属丝(图2)。

(图2)钳刃已经崩牙(缺口)的斜口钳
很受欢迎的斜口钳有MN-A05(MARUTO长谷川工作所,KEIBA品牌)和FUJIYA生产的产品 。
其5:吸锡器、吸锡线
两者都是拆除元器件和去除多余焊料时的必备工具。
吸锡器是带通孔的印刷电路板返工作业中不可或缺的工具。其性能和易用性与制造商没有太大关系。
吸锡线在拆除表面贴装型元器件时经常会用到,但相关制造商并不多。由于较宽的吸锡线需要热容量较大的电烙铁,因此选用宽度较窄的吸锡线更好。吸锡线是消耗品。
其6:焊料
焊料分无铅型和有铅(含铅)型两种。在实验中,建议使用作业性较好的有铅焊料。
请务必选择印刷电路板专用的含有“助焊剂”的药芯焊丝(图3)。请不要选用钣金加工用的焊料。
 (图3)Φ0.6药芯焊丝“SE-56006”(goot)的横截面
(图3)Φ0.6药芯焊丝“SE-56006”(goot)的横截面
如果要使用有铅型焊料,那么混合比例为60%铅+40%锡的产品比较容易买到,而且也易于使用。
无铅型焊料容易少量购买的产品并不多。HOZAN CO., LTD.生产的产品,有Φ0.3、Φ0.6、Φ1.0等不同的尺寸,有100~400g的不同线轴规格。
粗细方面,细的为Φ0.3,粗的为Φ1.0。我使用的是Φ0.6的产品,也可以用来焊接表面贴装型元器件。也有很多人会区分使用Φ0.8和Φ0.3尺寸的产品。
其7:镊子
这也是一种必备工具。一百日元店里也可以买到。总之用起来顺手、好用即可。
不锈钢材质、无磁性、头部较尖的产品比较易于使用。捏合时,尖端的左右两侧必须完美贴合,这是本产品的必须条件。我认为没有必要选择昂贵的完全无磁性的钛合金镊子。
从昂贵的到便宜的,我试用过各种镊子,最终选择了K-10(KFI生产)。
它的尖端比较容易变形,如果对其施加较大的力,就很容易弯曲而无法使用。另外,还要防止跌落。每天使用显微镜的生物学研究人员往往会在使用前仔细磨尖它的尖端。
其他工具
最好根据需要同时也准备好放大镜、螺丝刀、剥线钳等工具。
插装型电子元器件的焊接
下面介绍在印刷电路板上安装IC插座时的焊接步骤(图4)。
 (图4)安装前的IC插座和印刷电路板
(图4)安装前的IC插座和印刷电路板
首先,将IC插座安装在印刷电路板上(图5)。
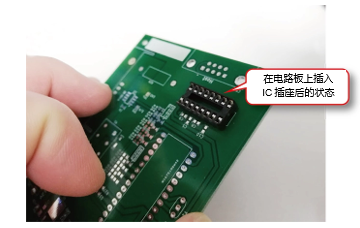 (图5)将IC插座插入电路板
(图5)将IC插座插入电路板
用烙铁头加热几秒钟,将印刷电路板的焊盘和器件引线预热(图6)。圆锥形烙铁头尖端的温度不会上升很多,因此将烙铁头贴在腰部(侧面)。如果焊接不顺利,可以使用平头螺丝刀型烙铁头试一下。
 (图6)用烙铁头将电路板焊盘和器件引线加热几秒钟
(图6)用烙铁头将电路板焊盘和器件引线加热几秒钟
请始终保持烙铁头处于清洁状态。如果烙铁头氧化了,就会难以熔化焊料。即使烙铁头的一部分氧化,也需要更换新头。
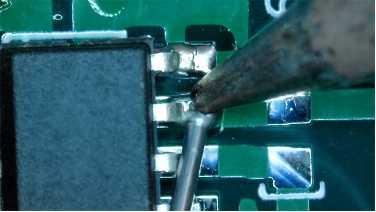
在不移动电烙铁的情况下,将锡丝靠近焊盘和器件引线中间的位置(图7)。
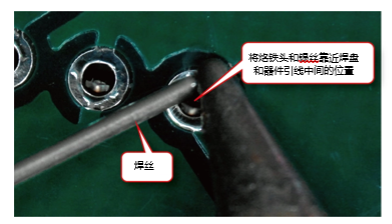 (图7)将烙铁头和焊丝靠近焊盘和器件引线的中间位置
(图7)将烙铁头和焊丝靠近焊盘和器件引线的中间位置
一边观察熔化的焊料被吸入加热后的焊盘和器件引线的情况,一边继续送入焊丝(图8)。在此期间,不要移动电烙铁,让焊料自然流动。由于焊丝中所含助焊剂的作用,熔化的焊料会自然扩散。请勿用烙铁头向周围涂抹焊料。
 (图8)一旦焊盘和引线开始吸入焊料,就继续送入焊丝
(图8)一旦焊盘和引线开始吸入焊料,就继续送入焊丝
如果焊丝送入过快,焊料会形成球状飞散。助焊剂会迅速升温并破裂,小球状的焊渣飞散。
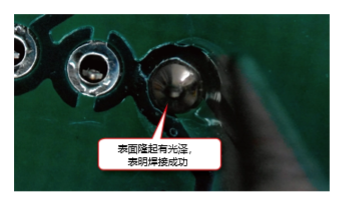
当通孔中充满焊料、烙铁头处的焊料像小山一样隆起时,供料量就足够了(图9)。
 (图9)当通孔中充满焊料、焊料隆起时,应拉出焊丝
(图9)当通孔中充满焊料、焊料隆起时,应拉出焊丝
拉起焊丝停止供料。在此期间也不要移动电烙铁。
最后,将电烙铁笔直向上提起(图10)。如果焊料温度适当,就会立即冷却凝固,而不会附着在烙铁头上。如果焊料呈富士山形状且有光泽,表明焊接成功(图11)。有铅焊料会形成光泽表面,而无铅焊料通常不会形成光泽表面。
 (图10)将电烙铁笔直提起
(图10)将电烙铁笔直提起
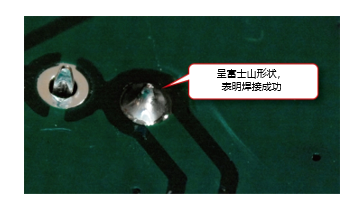 (图11)焊料呈富士山形状且有光泽,表明焊接成功
(图11)焊料呈富士山形状且有光泽,表明焊接成功
如果冷却变硬后的焊料出现棱角,可能是烙铁头温度不合适,或者助焊剂失去活性。此时应该去除焊料、调整温度、清洁烙铁头后重试。
如果有多个IC插座,请勿在一次操作中一次性焊接所有引脚。先焊接一个引脚。然后目视确认插座是否牢固。如果插座未紧密地固定在电路板上,而是呈悬空状态,而焊料已经冷却并固化,此时请轻轻用力,使插座垂直于电路板表面(图12)。需要用手指向插座施加压力,同时用电烙铁加热并熔化焊料,使插座能够移动。确认插座不再悬空后,再继续焊接其余引脚。
 (图12)如果IC插座未紧密贴合在电路板上,需要一边熔化焊料一边用手指向下按压,使其紧密贴合
(图12)如果IC插座未紧密贴合在电路板上,需要一边熔化焊料一边用手指向下按压,使其紧密贴合
贴片式元器件的焊接
下面介绍将图13所示的贴片式元器件焊接到印刷电路板上的方法。
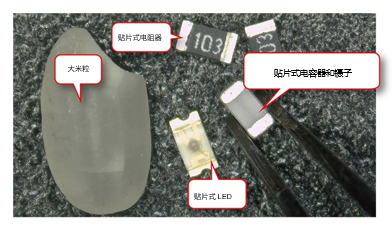 (图13)常用的1608尺寸电阻器、电容器、LED
(图13)常用的1608尺寸电阻器、电容器、LED
图14为焊接前的印刷电路板。
 (图14)焊接前的安装用焊盘和贴片式元件
(图14)焊接前的安装用焊盘和贴片式元件
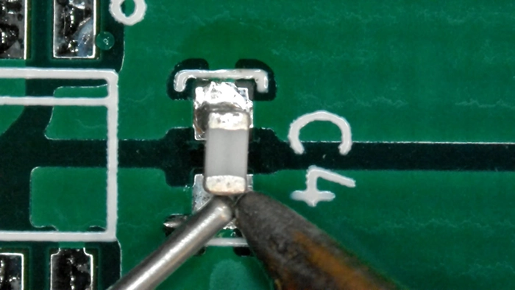
首先,给一侧焊盘施以少量焊料(图15)。对于贴片式元器件而言,少量的焊料就足够了。焊料不要堆得像小山一样隆起。
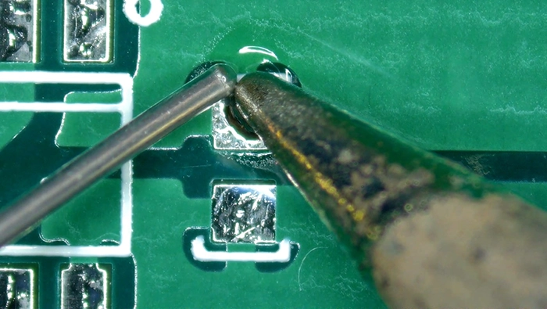 (图15)给一侧焊盘施以少量焊料
(图15)给一侧焊盘施以少量焊料
尺寸为1608(1.6×0.8mm)以上的贴片式元器件焊接起来并不难。
将烙铁头放在已有焊料的焊盘上并加热,使焊料熔化。同时,用另一只手中的镊子将贴片式元件移动到合适的位置(图16)。
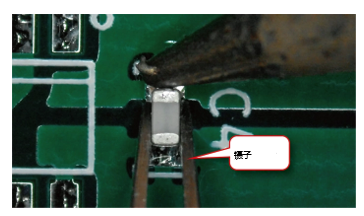 (图16)用电烙铁加热,熔化已有的少量焊料,
(图16)用电烙铁加热,熔化已有的少量焊料,
用一只手中的镊子给贴片式元件定位
依次拿开与贴片式元件接触的电烙铁和镊子(图17)。
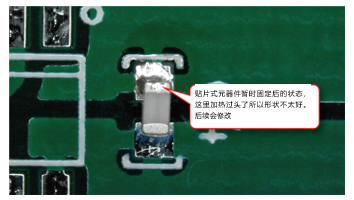 (图17)定位后,先拿开电烙铁,再拿开镊子
(图17)定位后,先拿开电烙铁,再拿开镊子
暂时固定贴片式元件后,焊接另一侧的焊盘(图18)。达到图19所示的状态就焊接完成了。
 (图18)将烙铁头和焊丝放在没有焊料的另一侧焊盘上并加热
(图18)将烙铁头和焊丝放在没有焊料的另一侧焊盘上并加热
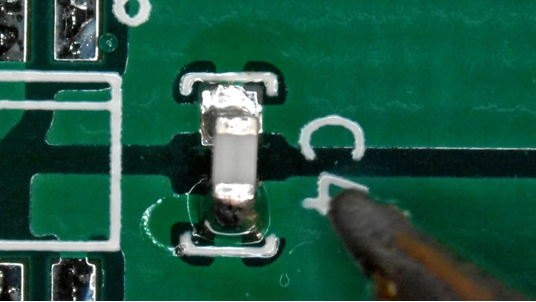 (图19) 另一侧焊盘施以焊料后的状态
(图19) 另一侧焊盘施以焊料后的状态
最后,将焊料添加到已用少量焊料暂时固定的引脚上(图20)。
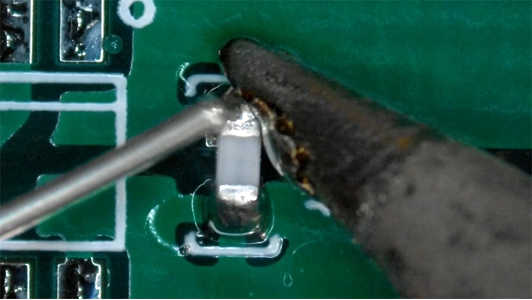 (图20) 在为了定位已经施以少量焊料的引脚上再次添加焊料
(图20) 在为了定位已经施以少量焊料的引脚上再次添加焊料
图21表示贴片式元器件的适当焊料量。理想情况下,焊盘和引脚端面应完全润湿,形成凹形圆角。
制造商通常使用回流焊设备来焊接贴片式元器件。使用回流焊设备时,附着贴片式元器件上的焊料量非常少,手工作业很难达到同样的状态。
这就需要大量练习,积累使用电烙铁焊接的贴片式元器件的大量Footprint数据。操作很简单也很可靠。Footprint并不是越大越好。在使用回流焊方式安装时,越大焊料月不好附着。
最好准备两种Footprint,一种用于量产,一种用于手工焊接。
 (图21)贴片式元器件的适当焊料量
(图21)贴片式元器件的适当焊料量
焊盘和引脚端面充分润湿,形成凹形圆角
表面贴装型IC的焊接
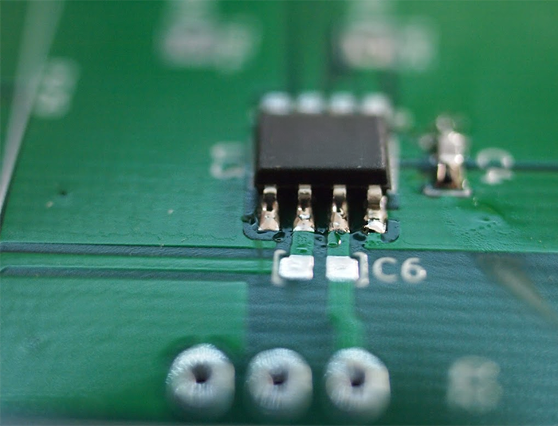
表面贴装型IC(图22)也按照与贴片式元器件相同的步骤进行安装。图23所示的是安装IC之前的焊盘。
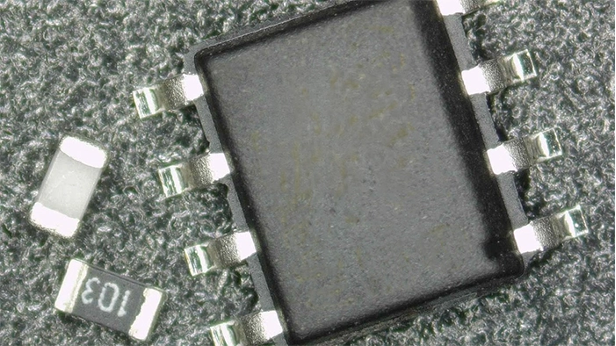 (图22)表面贴装型IC的外观(8引脚SOC)
(图22)表面贴装型IC的外观(8引脚SOC)
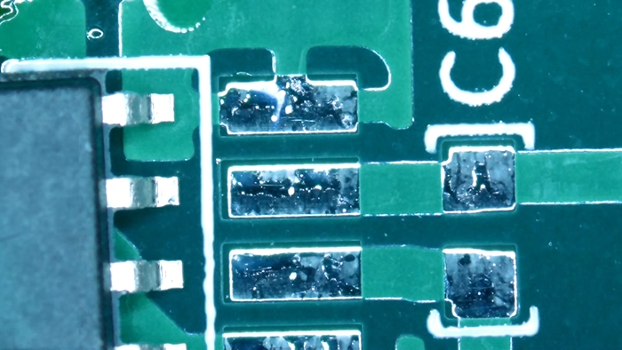 (图23)焊接前的8引脚表面贴装型IC用的焊盘
(图23)焊接前的8引脚表面贴装型IC用的焊盘
在第一个引脚的焊盘上施以少量焊料(图24)。达到图25所示的状态就OK了。
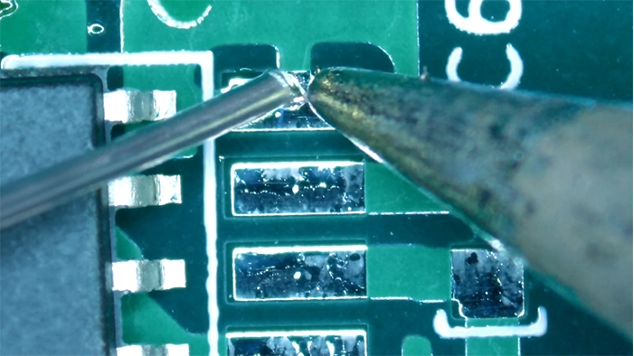 (图24)给第一个引脚的焊盘施以少量焊料
(图24)给第一个引脚的焊盘施以少量焊料
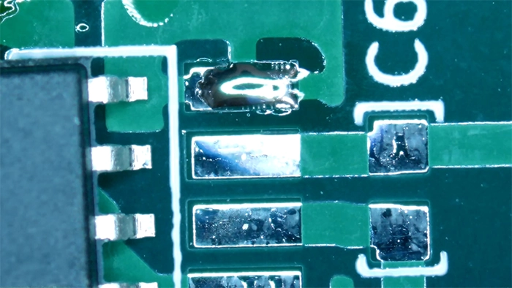 (图25)第一个引脚施加焊料后的状态
(图25)第一个引脚施加焊料后的状态
用电烙铁熔化焊料,用镊子夹住IC调整安装位置(图26),然后拿走电烙铁(图27)。
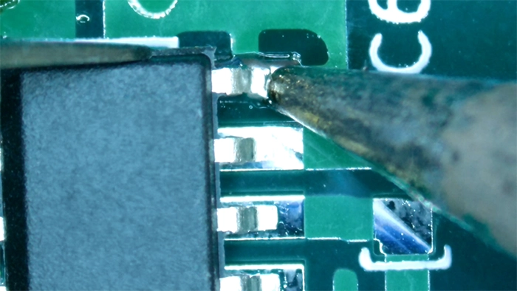 (图26)加热并熔化第一个引脚上已经施加的少量焊料,
(图26)加热并熔化第一个引脚上已经施加的少量焊料,
用镊子将IC移动到合适的位置
 (图27)将镊子和电烙铁从IC处拿开
(图27)将镊子和电烙铁从IC处拿开
IC暂时固定
然后,继续焊接其余的引脚(图28)。
 (图28)按顺序焊接其余引脚
(图28)按顺序焊接其余引脚
需要确保不会与相邻的引脚桥接(图29)。如图30所示,从侧面也进行目视确认。
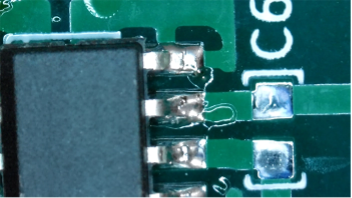 (图29)焊接完成(俯视图)
(图29)焊接完成(俯视图)
 (图30)焊接完成(侧视图)
(图30)焊接完成(侧视图)
专栏 越练越灵巧的“手”
在进行焊接操作时,您会觉得要是再有一只手就好了,但人类只有两只手,所以尽早放弃这个想法吧。
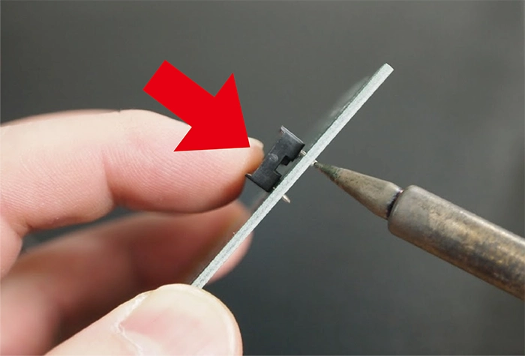
台虎钳、铁票夹、衣夹……您需要积极主动地尝试不同的工具。熟练之后,无需辅助工具即可顺利操作了(图31)。
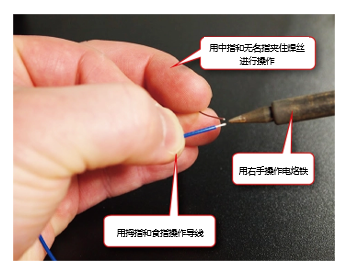 (图31)操纵导线、焊丝和烙铁对导线进行预焊
(图31)操纵导线、焊丝和烙铁对导线进行预焊
参考文献
[1] 善养寺薰:[VOD]看视频一起进入印刷电路板开发KiCad的世界【玩转KiCad 6】,ZEP Engineering。[2] 善养寺薰:[VOD]看视频一起进入印刷电路板开发KiCad的世界【KiCad 6的101个专业级技巧】,ZEP Engineering。
企划/制作人:ZEP Engineering