听到“接合技术”一词时,首先想到的可能是使用木工胶或热熔胶等粘合剂的接合方法。本文将介绍使用“焊料”将金属接合在一起的技术。
可能很多人认为设计和开发电子产品的工程师通常是拥有专业焊接技能的人。包括“如今已经不好意思问了”的资深技术人员在内,让我们再次回到基础,重新来回顾一下相关的知识吧。
连接金属的三种技术
锡焊(Soldering)
锡焊是一种用“焊料”使金属熔化从而实现金属连接的技术。使用“焊料”的接合技术,其历史比“熔焊”更悠久,甚至在古埃及出土的文物中也可以找到相关证据。如今,其工艺、材料和工具仍在不断发展进步。
其材料是铅和锡,可以在比钎焊(Brazing)更低的温度下实现接合。其熔点为200~400℃,适合用来组装电子元器件和精密设备。一般来说,其接合强度比钎焊要弱。
锡焊的接合原理与使用“胶水”等的粘合存在根本上的差异。
当在铜上进行锡焊时,在锡和铜之间的微小区域中会形成几微米的合金层(扩散层)。这就形成了微观上的溶接状态,焊料和母材(铜)牢固地接合在一起(图1)。
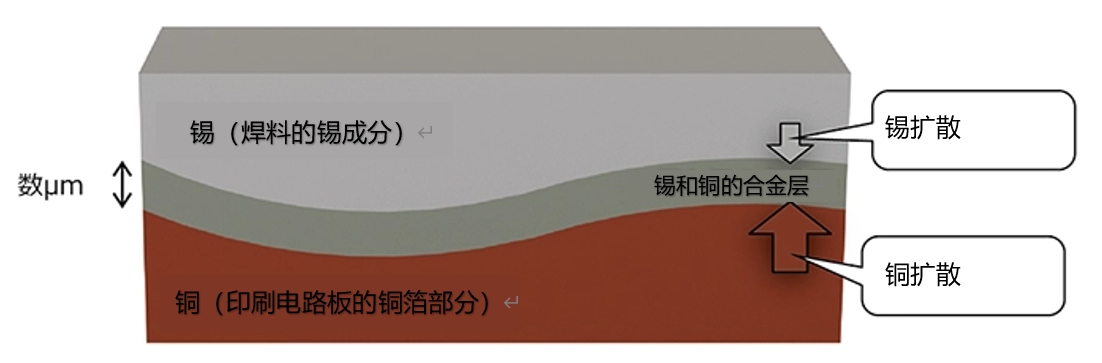 图1:锡和电路板图案(铜)之间的合金扩散层
图1:锡和电路板图案(铜)之间的合金扩散层
参考文献:https://toragi.cqpub.co.jp/tabid/693/Default.aspx
对于镀金的印刷电路板来说,锡和金会形成合金层(AuSn2),从而实现接合。这种合金会包含薄薄的金层,底层的镍层和锡会形成扩散层(合金层)。
钎焊(Brazing)
钎焊是一种使用银、铜和铝等“钎焊材料”进行接合的技术。其接合部位很牢固且能承受高温,因此多用于组装配件、模型和眼镜等。
钎焊利用熔点低于接合母材的金属熔化时产生的“润湿性”,将母材接合在一起。接合材料(钎焊材料)包括银、金、铜和锌等。
钎焊和锡焊统称为“钎焊”。锡焊是钎焊的一种。两者非常接近,所以也有文献称“钎焊是锡焊的一种”。据说钎焊可以比熔焊更精细、更精密,但随着熔焊技术的进步,如今已经不再是正确的表达方式。
熔焊(Fusion welding)
熔焊是一种以超高温度熔化母材本身来实现接合的技术。焊点强度比钎焊要高。一般来说,熔焊需要比钎焊更大的工具。
熔焊给人的印象是火花四溅、接合大型金属部件用的方法,但它也是精密电子电路不可或缺的接合技术。这种焊接方式还可用来将电极(极耳)焊接到电池端子上(称为“点焊”)。也可用来连接热电偶两种金属线的线头。
其他电气连接技术
压接、压入
通过施加机械压力使材料变形,从而使材料之间形成机械接触。这种方法常用于连接器端子等的连接。只要使用正确的工具,这是一种可靠性非常高的连接方法。
螺栓连接
使用螺栓使端子之间形成机械连接。这种方法用于连接端子台、大功率接头和接地母线。
超声波接合
利用超声波使材料与材料之间产生摩擦,去除表面的氧化物,并产生热量和塑性变形从而实现接合。用细的铝线或金线将信号从IC内部的半导体芯片上的电极焊盘引到IC引脚上时,可以使用这种方法。相应的设备被称为“超声波焊线机”。
导电胶
这是通过将环氧粘合剂与银或碳纳米管等导电填料混合而成的导电胶进行接合的方法。导电胶具有导电的特性,因此也适用于需要电气连接的位置。在导电胶硬化的过程中,环氧树脂会轻微收缩,内部的填料粒子会紧密地结合在一起,从而形成电流通道。
特别是对于半导体封装和电路板的接合来说,当锡焊较困难或需要避免焊接热效应时,通常会使用导电胶。
绕线(Wire wrapping)
将导线缠绕在端子(接线柱)上来连接电极和导线的方法(图 2)。这种方式被认为比锡焊的可靠性更高。以往曾经是航空航天领域也会使用的重要技术,但现在已经几乎不再使用了。
 图2:绕线连接示例
图2:绕线连接示例
连接器
使用弹簧机构以机械方式使电极之间接触的器件。具有代表性的是USB和电源插头。
导电橡胶
液晶面板会使用机械按压时会导电的橡胶。
实验用的“共晶”和量产用的“无铅”
共晶焊料(Eutectic Solder)
焊料通常是由锡和铅组成的。锡的熔点为231.9℃,铅的熔点为327.5℃(图3)。通过将这两者混合并适当调整比例,可将熔点降至183℃~184℃,这样更易于加工。
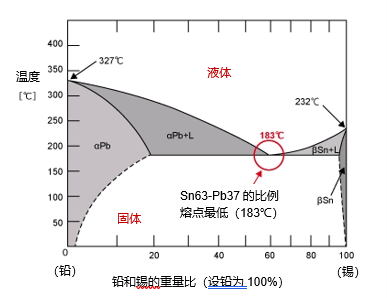 图3:铅和锡的比例以及合金的熔点
图3:铅和锡的比例以及合金的熔点
数据来源:FCT Solder 公司官网
熔点最低的混合比例(共晶条件)为63%锡+37%铅(用符号表述为“Sn63-Pb37”)。这种合金称为“共晶合金”。
另外也有混合比例不符合共晶条件的共晶焊料,比如60%锡+40%铅、50%锡+50%铅。铅的含量越高,熔点越高,越难熔化,强度越高。需要连接较重或发热量较大的零部件时,或希望避免“液体滴落”时,要使用铅含量较大的焊料。对于印刷电路板上的通孔来说,因为焊料不易流入其中而不适合使用这种焊料。
市场上也有铜含量很少(约0.5%)的焊料。这种焊料这可以防止铜被焊料中的锡侵蚀。适用于超细铜线和印刷电路板上的铜图案。
出于同样的目的,市面上也有银含量很少(~2%左右)的焊料,用来防止银侵蚀。
印刷电路板最常用的焊料混合比例是60%锡+40%铅(熔点199°C)。笔者也很喜欢使用这种焊料。笔者除了无铅焊料外,几乎没使用过其他混合比例的焊料。
无铅焊料
“铅”的管制
铅在自然界中含量丰富,并且具有像共晶焊料这样易用的特性。然而,铅有毒性,能致癌,对环境的影响也很大,因此世界各地从2000年左右开始出台对铅进行监管的法律法规。
特别是欧盟,于2006年7月颁布了RoHS指令,规定铅含量在1000ppm以上的产品不得在欧盟境内销售。RoHS指令的管制对象包括铅、汞、镉、六价铬等。
无铅焊料的特点
随着环境的可持续性成为优先考虑的问题,很多国产家用电器都开始使用无铅焊料了。
“无铅”一词并不意味着“完全不含铅”,而是“几乎不含铅”。
根据成分,无铅焊料主要分为以下几种:
- 1. 锡95%以上+银或铜(熔点217℃)
- 2. 锡+锌(熔点200℃)
- 3. 锡+铜(熔点227℃)
无铅焊料的熔点比锡+铅的共晶焊料要高,润湿性较差,因此焊接时的作业效率较差,焊点较粗糙,缺乏光泽。
为了提高这种焊料的作业效率,相关的研究一直在进行。
焊料需要具备的性能是“低熔点”和“高强度”。熔点越低,对电路板和元器件造成的损害就越小。而强度则是越高越好,这是不言而喻的。
拆除用的低熔点焊料
使用“低熔点焊料”来拆除焊接到电路板上的元器件,已经有很悠久的历史(图 4)。
 图 4:市售低熔点焊料套件示例
图 4:市售低熔点焊料套件示例
出处:https://shop.sunhayato.co.jp/products/smd-21
这种焊料含有铋等元素,熔点在100℃以下(40~95℃)。由于焊料长时间不凝固、保持液态,因此即使是多引脚IC也可以轻松拆除。但由于其粘合强度较弱且较脆,因此不能用于接合。
专栏:锡焊技术持续改进
一些文献中记载“合金层的厚度约为9μm”。我认为与一般印刷电路板“35μm (1oz)”的铜厚度相比太大了,所以我对相关内容进行了调查。
在本文最后的参考文献[1]中,将铜板浸入熔融的焊料合金中,在焊料附着后,将其拉出并观察了横截面。根据文献中的内容,在实际的锡焊条件下,扩散层的厚度在不依赖于温度和时间、焊料的混合比例为锡60%+铅40%的情况下,合金层的厚度约为3μm。文献中介绍了构成扩散层的合金是以锡为主、还含有微量铜和铅的合金。
文末的参考文献[2]是同一研究团队的后续报告。文献中的实验中,为了消除焊料对流的影响,将焊料放在铜板上进行了加热。该条件接近使用烙铁的实际锡焊条件。
随着电子元器件超日益小型化的方向发展,扩散层周围的孔隙(类似气泡)已经不容忽视,包括金属制造商在内的很多制造商和研究团队,都在着手进行相关研究。下一代无铅焊料解决方案呼之欲出。
参考文献
[1] 善养寺薰:[VOD]看视频一起进入印刷电路板开发KiCad的世界【玩转KiCad 6】,ZEP Engineering。 [2] 善养寺薰:[VOD]看视频一起进入印刷电路板开发KiCad的世界【KiCad 6的101个专业级技巧】,ZEP Engineering。企划/制作人:ZEP Engineering